
AR-300 DC arc welding machine circuit

The AR-300 DC arc welding machine is designed for efficient and precise welding applications. The coaxial configuration of the motor and generator minimizes space requirements while ensuring optimal performance. The current regulation system is a critical feature, allowing the operator to adjust the welding current to suit different materials and thicknesses. The coarse adjustment mechanism, with its fixed stop positions, provides a reliable means of quickly setting the current to a desired range, while the fine adjustment allows for more precise control. This dual adjustment capability is particularly beneficial for applications requiring varying welding parameters.
In the AX series, the use of a hand wheel to adjust the shunt winding resistance provides a tactile and user-friendly interface, enabling quick changes during operation. The AX1 series builds on this by integrating a more complex system of resistance changes, enhancing the flexibility of current settings. The AX3 series introduces a simplified approach to coarse adjustments with a single-throw switch, enhancing usability for operators who may need to switch between settings rapidly.
The polarity change mechanism in the AX3 series is noteworthy, allowing for quick adjustments that can affect the weld characteristics significantly. This feature is essential for operators who frequently switch between different welding tasks, as it enables them to maintain consistency and quality in their work. Overall, the AR-300 series of DC arc welding machines presents a robust solution for various welding needs, combining user-friendly interfaces with advanced engineering to deliver reliable performance.AR-300 DC arc welding machine circuit Rotary DC arc welding machine has AX, AX1, AX3 and AR series. Its structure is basically the same, are made of a three integral unit conve rter phase asynchronous motor and a DC arc welding generator coaxial configuration. AX series DC arc welding machine current regulation has two coarse and fine adjustment. Coarse There are three stop positions, fixed in the lid concave groove, which is moving through the brush holder to achieve. Move along the steering motor brush holder, the operating current is reduced; conversely, the operating current increases.
Fine tuning is to change the shunt winding resistance varistor by hand wheel to achieve. AX1 series DC arc welding machine has a current regulating coarse and fine two kinds. Coarse is by changing the line panel series excitation winding turns to achieve. Fine-tuning is changed by the handwheel and realized Reed winding transformer groups resistance. AX3 series DC arc welding machine has a current regulating coarse and fine two kinds. Coarse There are two block from large and small tokens of single-throw switch to achieve. Fine-tuning by hand wheel moving brush to achieve. Polarity change can flip the down, smooth remember number to achieve double-throw switch.
Related Circuits
These two projects, Wah and Fuzz, are the results of a modification to a Morley dual channel volume control pedal that one of my sons suggested I undertake as he had no use for the volume unit but thought...
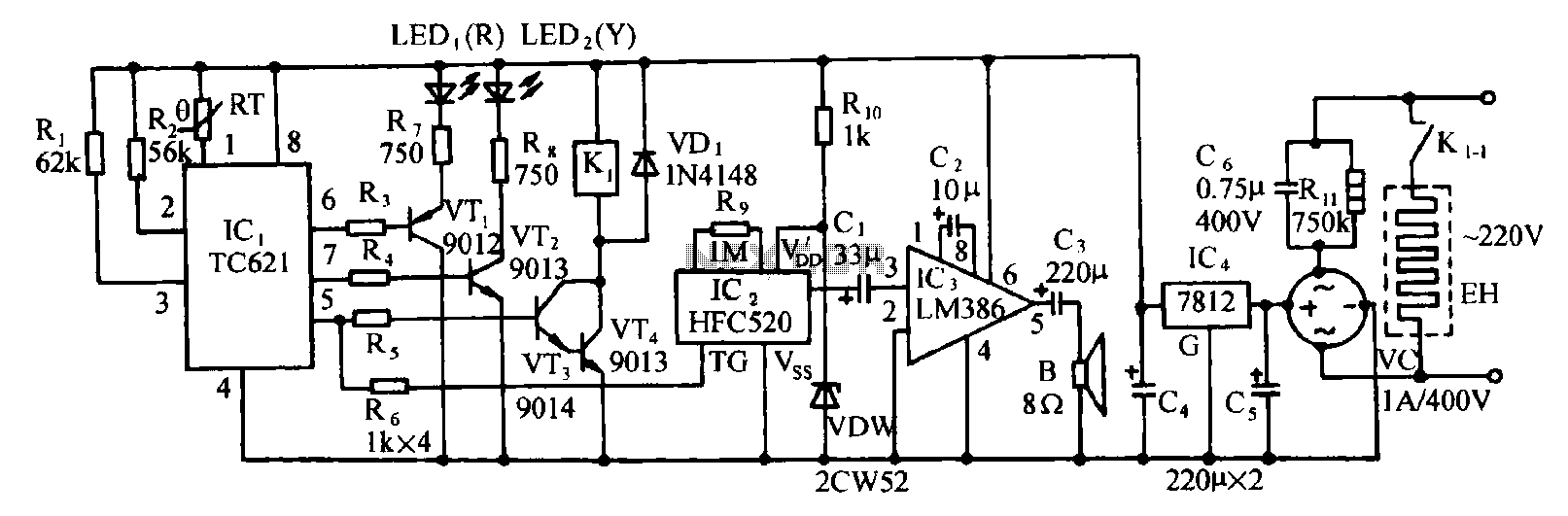
Eggs hatch chicks at temperature requirements within the range of 36 to 39 degrees Celsius. The temperature sensor integrated circuits utilize the TC621 temperature control circuit, which has fewer external components, is low cost, and offers high reliability. Users...

In this circuit, light causes R5 to conduct, forward-biasing Q1. R6 sets the sensitivity. SCR1 is triggered by the emitter voltage on LQ1, sounding the alarm bell. When S1 is pressed, SCR1 unlatches. It is important to ensure that...

The TDC1808/TDC1809 is a pair of wireless remote control transmitter and receiver components. They utilize an internal antenna to transmit both digital and analog signals. These components are suitable for various wireless remote control devices. Key features include compact...
Figure 7-2 illustrates the FSK (Frequency Shift Keying) signal demodulation circuit, which is built using a digital phase-locked loop. This circuit features two oscillators operating at distinct frequencies: crystal oscillator X with a frequency of 983.04 kHz and crystal...
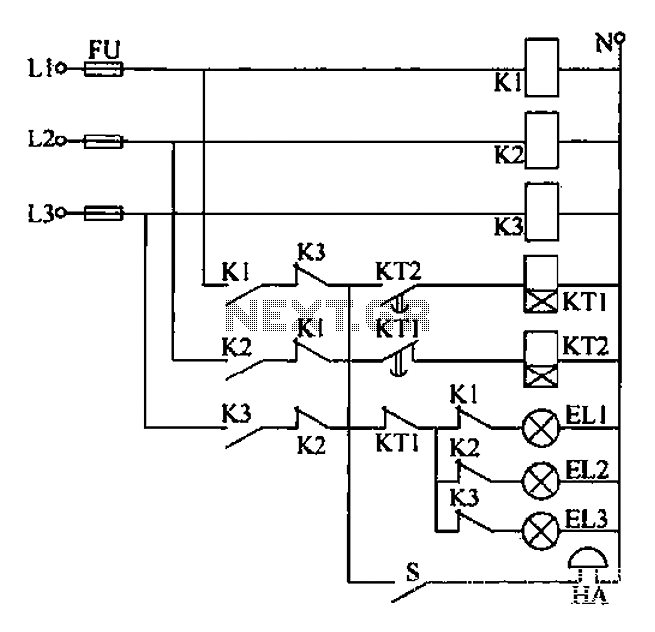
Any power supply and distribution sector should include phase sequence detection to ensure that the power supply phase sequence remains stable and unchanged. Additionally, any irreversible electromechanical product should also incorporate phase sequence detection to verify the phase sequence...