
GH-75 type circuit hydrogen atom welder
The GH-75 type hydrogen atom welder is designed for precision welding applications where traditional methods may not suffice due to material properties or environmental considerations. The use of hydrogen as a shielding gas allows for a cleaner weld, as it minimizes oxidation and contamination during the welding process. The electric arc generated between the tungsten electrode and the workpiece is critical, as it provides the necessary heat to melt the workpiece without compromising the integrity of the surrounding material.
The high-voltage requirement for initiating and maintaining the arc necessitates a robust power supply capable of delivering consistent performance under varying load conditions. The secondary no-load voltage of 300V indicates that the welder is designed to operate efficiently at this voltage, while the working voltage of 100V ensures that the arc remains stable during operation.
The adjustable welding current range from 20A to 100A allows the operator to tailor the welding parameters to suit different materials and thicknesses, enhancing versatility in applications. The rated output capacity of 22.5 kVA signifies the welder's ability to handle substantial workloads while maintaining a duty cycle of 65%, which is indicative of the duration the welder can operate continuously before requiring a cooling period.
The electromagnetic valve plays a crucial role in regulating hydrogen flow, ensuring that the appropriate amount of shielding gas is available at all times. The inclusion of an intermediate relay facilitates the control of the welding circuit, allowing for quick response times and improved safety. The inductor (L) serves to smooth out the welding current, providing a stable output that is essential for high-quality welds.
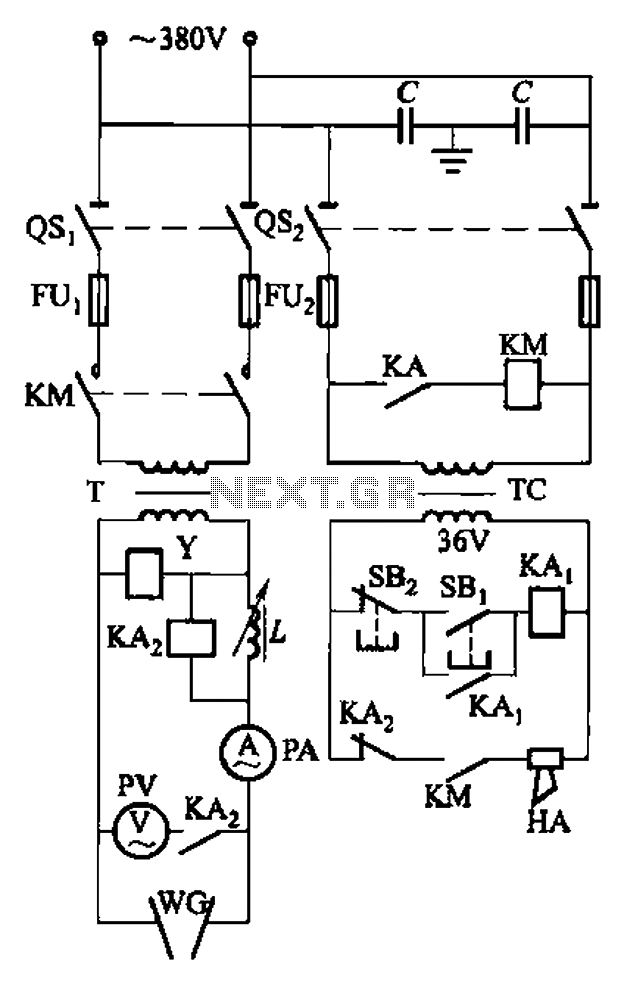
The foot switch (SB2) adds an element of safety and convenience, allowing the operator to easily disconnect the power supply when not in use, thereby preventing accidental activation. The design of the GH-75 type hydrogen atom welder highlights the importance of integrating advanced features to enhance performance, safety, and user control in modern welding applications.GH-75 type circuit hydrogen atom welder Hydrogen bonding, is not melted by the use of hydrogen in two under the protection between the tungsten electrode WG produce electric arc welding wire in hydrogen melting workpiece weld region under the protection of. Because hydrogen cold arc has a strong effect, so that the arc through difficult welding power supply should be higher than 300V lead the arc voltage. GH-75-type hydrogen atom welder secondary no-load voltage of 300V, working as voltage is 100V, rated welding current 75A, welding current adjustment range 20 ~ 100A, rated output capacity of 22.
5kV. A, rated duty cycle of 65%, 75% efficiency, power factor 0.36, tungsten electrode diameter 1. 5 ~ 3mm. GH-75 type hydrogen atom welder circuit shown in FIG. FIG, the electromagnetic valve Y is turned on and off to control the hydrogen used; intermediate relay KAz continue to control the welding circuit; L reactor is used to adjust the welding current; foot switch is used to disconnect SB2 welding power supply.
Related Circuits
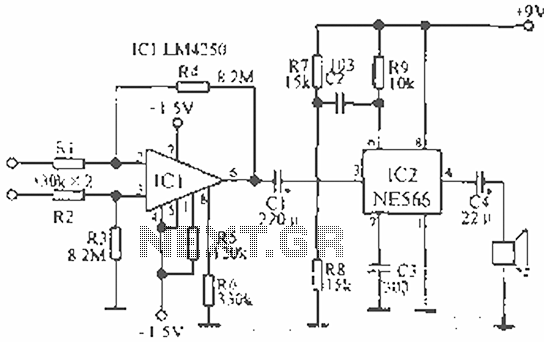
The circuit is designed for teaching demonstrations or experiments to hear the electrocardiogram (ECG) signal voltage. The ECG signal voltage is amplified by the LM4250 operational amplifier, which is connected to a voltage-controlled oscillator (NE566) to modulate the oscillator...
A switch that is controlled by its ambient temperature operates without human intervention, except during the assembly of the electronic thermostat. This thermally controlled switch has numerous practical applications. For instance, if the internal temperature of a computer rises...
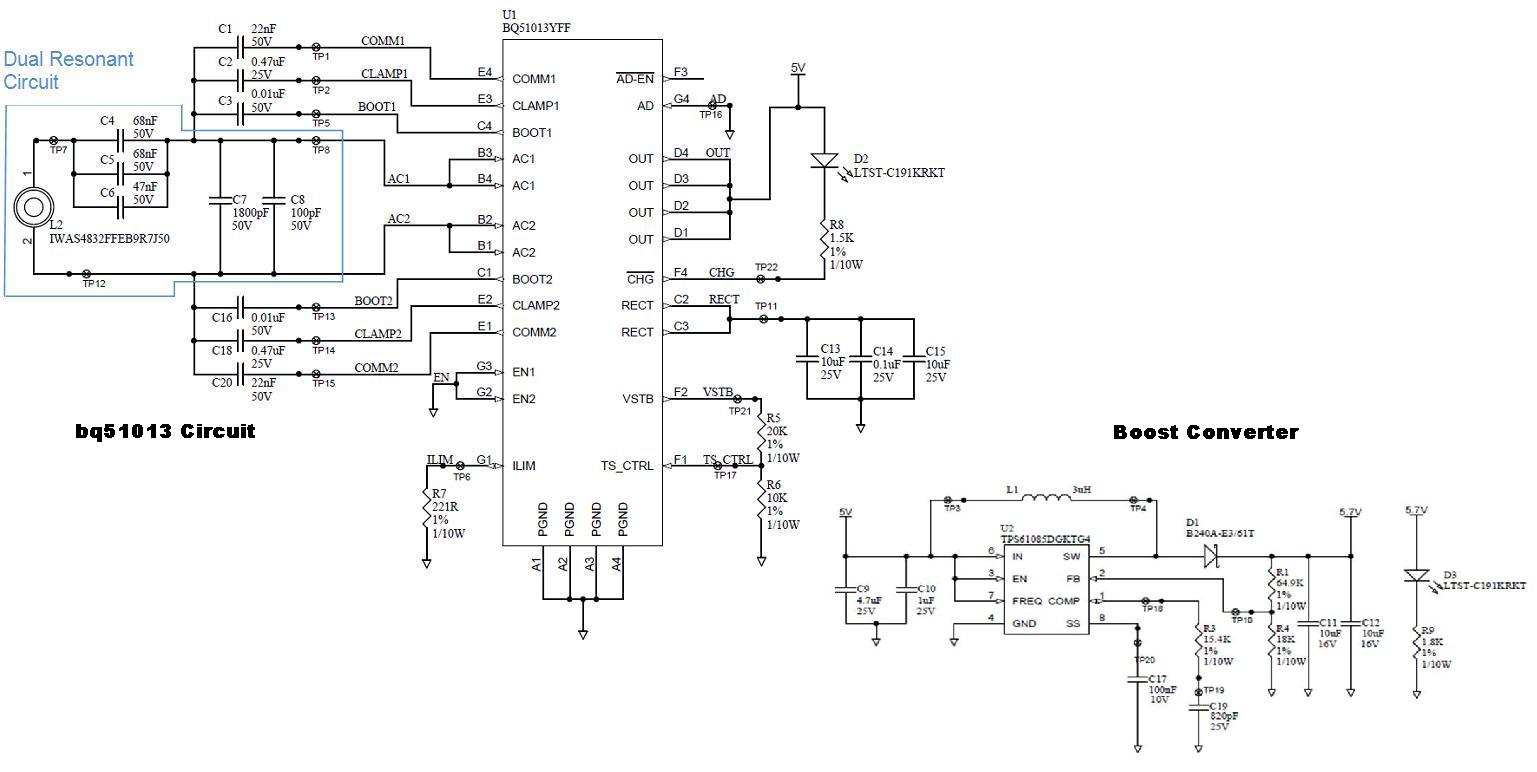
Several boards have been constructed using the bq51013 EVM receiver circuit along with a TPS61085 boost converter circuit, designed in SwitcherPRO Design Software, to elevate the voltage level to 5.7 volts. However, when a load of 580 mA, required...
Figure 1 consists of a Programmable Unijunction Transistor (PUT) and an automatic interval timer circuit. In this circuit, the PUT serves as the oscillator. The switch S1 is used to toggle between interval timing and automatic timing modes. When...
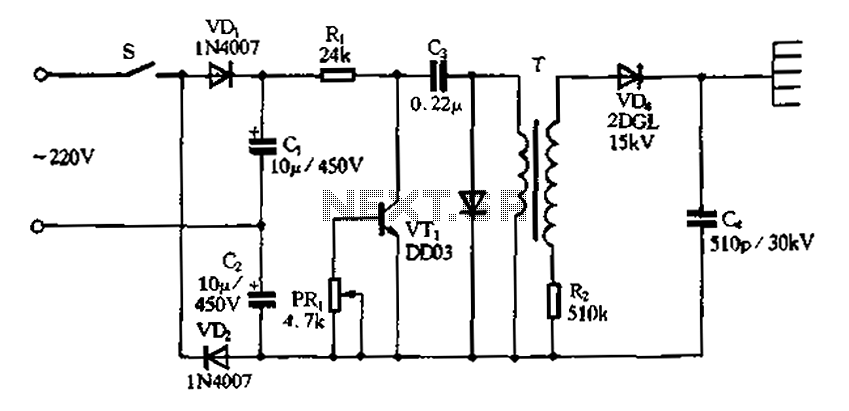
Doubling rectifier circuit in a negative ion generator application circuit. The doubling rectifier circuit is an essential component in negative ion generator applications, where it plays a crucial role in converting alternating current (AC) to direct current (DC) while also...
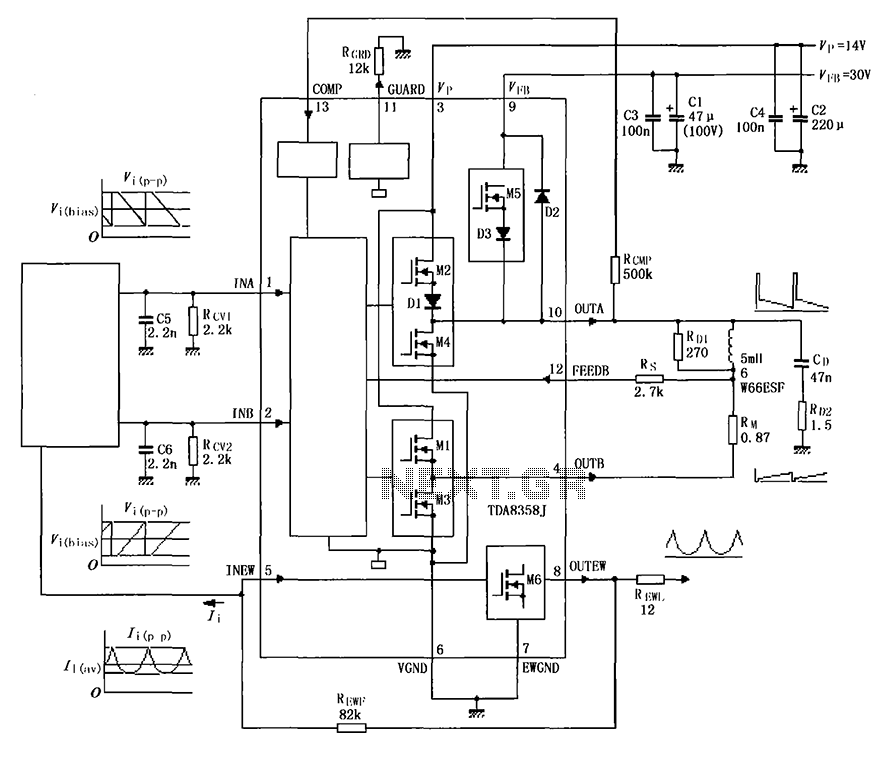
The TDA8358J application circuit is designed for television signal processing. The input signals are connected to the TDA8358J at pins 1 and 2, where pin 1 receives a positive sawtooth voltage input and pin 2 receives a negative sawtooth...
Warning: include(partials/cookie-banner.php): Failed to open stream: Permission denied in /var/www/html/nextgr/view-circuit.php on line 713
Warning: include(): Failed opening 'partials/cookie-banner.php' for inclusion (include_path='.:/usr/share/php') in /var/www/html/nextgr/view-circuit.php on line 713