
home built laser system
A comprehensive understanding of the PPI control system reveals its operational mechanics and advantages in laser cutting applications. The system's architecture typically consists of a microcontroller interfacing with the laser power supply, which is responsible for generating the pulse signals based on the distance traveled by the CNC head. The microcontroller can be programmed to adjust the pulse width and frequency according to the material being cut and the desired cutting speed, ensuring optimal power delivery.
The PPI control system can be integrated with existing CNC software, allowing users to customize settings for various materials and cutting profiles. The control algorithm calculates the necessary pulse timing based on the head's velocity and the desired depth of cut, ensuring that the laser operates within optimal parameters. The power supply's response characteristics, including the initial spike and subsequent decay of laser intensity, are critical to achieving the desired cutting results.
Moreover, the system's design should include safety features to prevent overheating or damage to the laser and associated components. Thermal sensors can be employed to monitor the operating temperature of the laser, while current sensors can ensure that the power supply does not exceed safe operating limits. Implementing these safeguards will enhance the reliability and longevity of the laser cutting system.
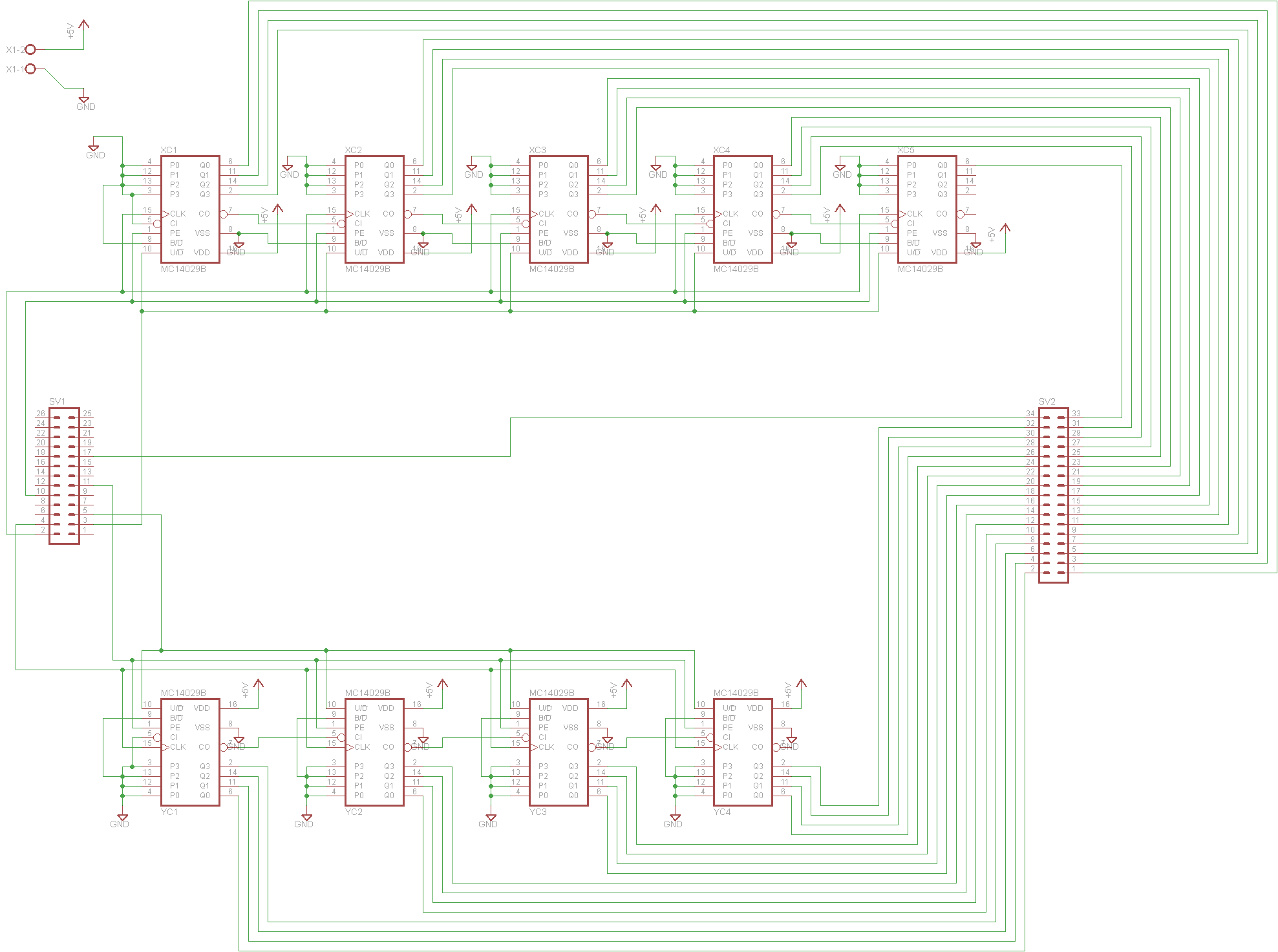
In summary, the PPI control system represents a significant advancement in the field of DIY laser cutting technology, offering improved cutting power, accuracy, and efficiency. By leveraging the unique characteristics of DC discharge lasers and employing sophisticated control techniques, users can achieve professional-grade results in their laser cutting endeavors.I have developed an inexpensive control system (less than $70) that can be used to both get more cutting power out of a DC discharge laser and significantly improve cutting accuracy for home built laser systems. The control system implements a control technique known as Pulse-Per-Inch (PPI) control. PPI control involves pulsing the laser every tim e the head travels a certain distance. PPI control allows a CNC laser to produce consistent cuts at the same power level setting over over a wide range of speeds. In effect, pulsing the laser as a function of distance along a cut decouples the power input to cut from the speed that the head travels.
Therefore, the speed and acceleration of the CNC system have minimal bearing on the cut characteristics. Furthermore, the unique transient rise response of a DC discharge laser allow PPI to deliver more power to a cut in comparison to the same laser system with just on/off control.
A while back, I was active on a forum in which we were discussing the time it takes to turn a laser on and off and how that relates to engraving control. One of the forum members from Full Spectrum Engineering posted a high-speed intensity spectra for the cheap DC discharge lasers that we use for DIY laser cutters.
I was quite surprised by the spectra. I expected to see a nice exponential rise to set power level, but what we saw was a rapid rise to a very high power level (nearly double the set value) followed by an exponential decay to a set value. The Spectrum in question is shown below (credit for the spectrum rests with Full Spectrum Engineering).
The yellow square wave is a 5ms pulse sent to the laser power supply. The green spectra is the intensity spectra of the laser. For whatever reason, the magnitude of the spectra is upside down (I think the ground and signal leads were reversed), so on for the digital signal and higher intensity for the laser power spectra are down rather than up. Anyhow, the spike in intensity is caused by the necessity voltage to start a plasma in a DC Laser. The laser power supply generates a very high voltage to start the plasma which is stored in a capacitor.
When the signal comes to turn on the power, the power supply dumps this charge into the system and then supplies a nominal (still very high) voltage to sustain the plasma once it is on. The spectra got me thinking about a PPI control system that Ben Jackson, another member of the forum, had implemented with EMC.
PPI control is used by big companies like Epilog and others for vector cutting. The thought came to me that a short pulse of 2-3ms would result in an average power output that was significantly higher than the output of a constantly on system. Further, the duty cycle is generally much lower which will allow the laser to operate much cooler. This allows a DC laser to effectively operate at much higher power levels than it is rated for without causing damage to the system.
There are also accuracy benefits to using PPI control. To get great results with vector cutting, one has to very tightly control the power density going into the material no matter where the laser head is or what its velocity, or acceleration is. If this is not done, one can get very inconsistent results. The inconsistencies are mainly related to power density variations causing variations in kerf width and/or overheating materials which cause charring/melting/burning.
When a CNC machine encounters a corner or a sharp curve, it has to adjust the speed of the head to smoothly accelerate into and out of the curve or corner. For laser systems, there is no tool pressure and the head is fairly light so the accelerations are very fast and almost unnoticeable.
Even so, the time it takes for a laser to cut/expand kerf is orders of magnitude faster than the time frame needed for acceleration. This means that tight control of the laser at all times during a cut is needed for the best results. Per 🔗 External reference
Related Circuits
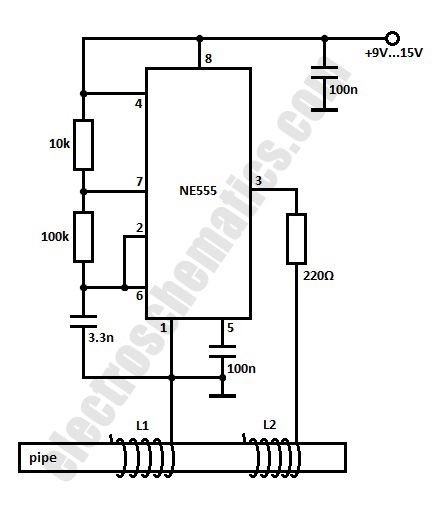
Hard water contains a high concentration of minerals, with calcium salts being the most problematic. However, a solution is available in the form of an inexpensive DIY project. To address the challenges posed by hard water, particularly the issues arising...
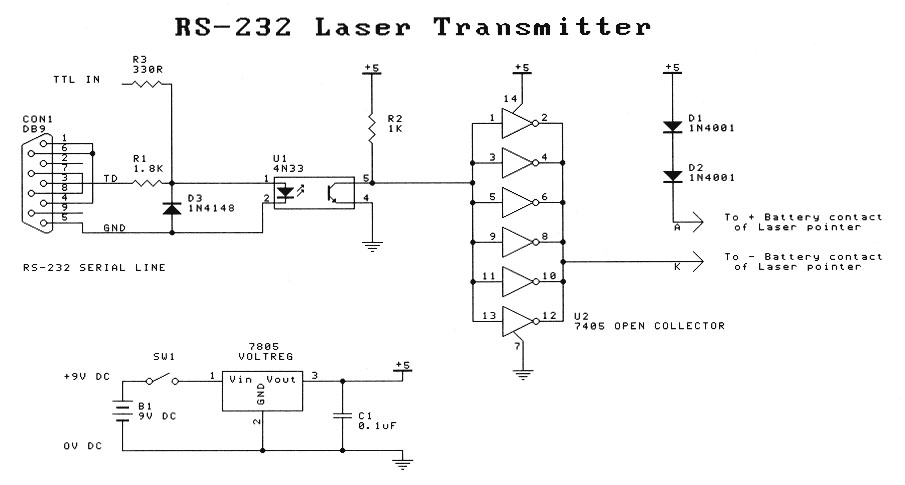
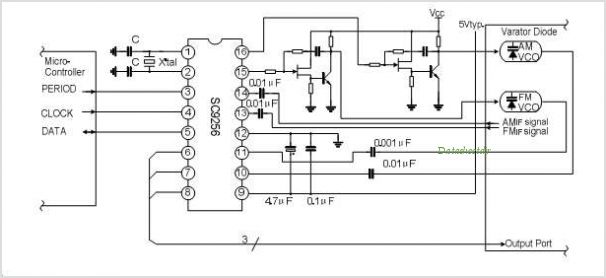
This project is intended for entry-level laser experimenters. The circuit enables communication between two computers with serial (RS-232) capabilities over a distance of 200 meters using a laser beam. A low-cost transmitter-only circuit is also provided for one-way communication...
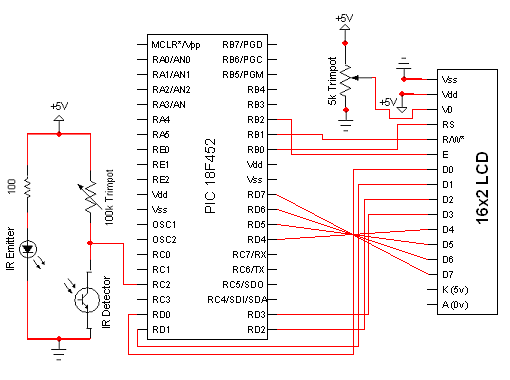
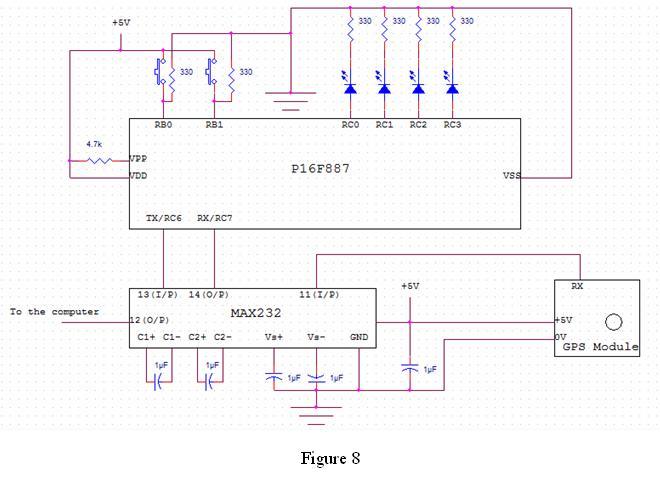
The circuit for the Digital Tachometer/RPM Counter consists of only a few devices. Wire them up according to the following circuit diagram. The PIC used is on a demonstration board, which means the clock, power, and ground pins are...
The SC9270C/SC9270D is a comprehensive DTMF receiver that integrates both bandsplit filtering and digital decoding functions. The filter section utilizes switched capacitor techniques to achieve high- and low-group filtering along with dial-tone rejection. The decoder employs digital counting techniques...
The anti-theft system includes two frequency sirens connected to the vehicle's immobilizer system. In the laboratory simulation model, the changes in operating modes, siren activation, and fuel supply cut-off are indicated by the illumination of LEDs and communicated to...
This project involves the design of an air-filter sensor intended for use in home heating and cooling systems. The project encompasses conceptual design, analysis, implementation, testing, and modifications. Initially, the study focuses on comparing air quality and power consumption...